


产品展示
夯实基础 不断创新 追求卓越
产品展示
非标法兰XF047
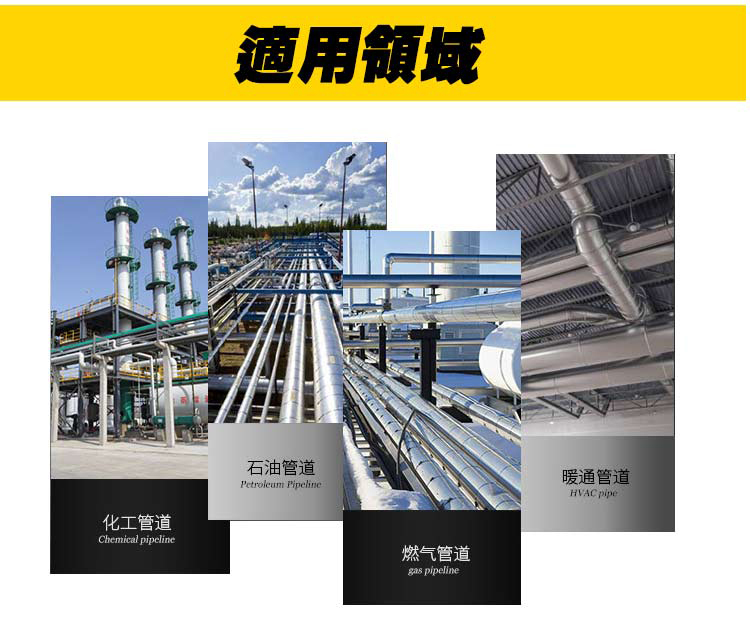
管道系统的非标法兰作为开关和流量控制组件,已广泛用于石油,化工,冶金和水力发电的许多领域。在众所周知的非标法兰技术中,密封形式为封闭结构,密封材料为橡胶,聚四氟乙烯等。由于非标法兰结构特性的局限性,因此适用于高温,高温 耐压,耐腐蚀,耐磨等场合。
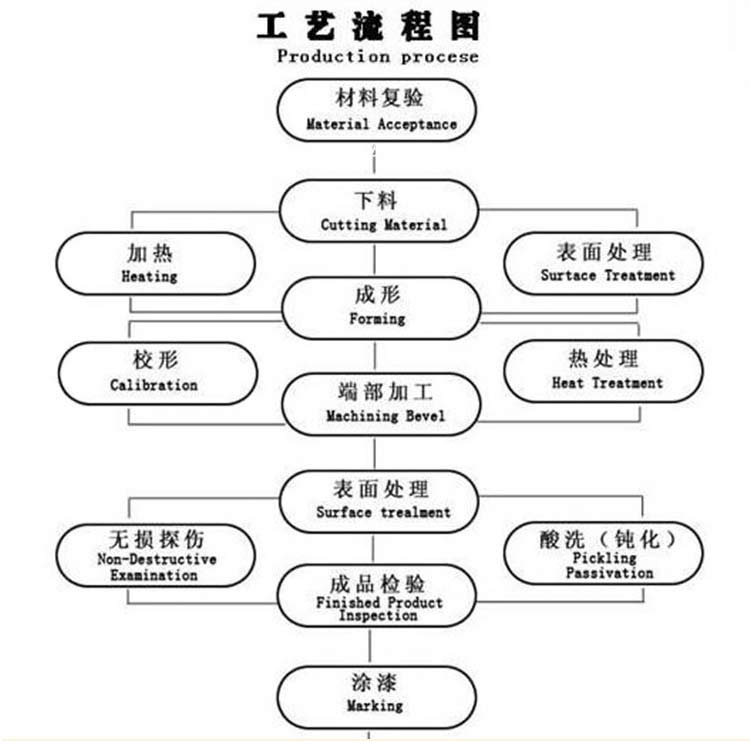
非标法兰的锻造工艺方法包括自由锻造,模锻和膜锻造。在生产过程中,根据锻件的质量和数量选择不同的锻造方法。
自由锻造使用简单的工具和设备,通用性好,成本低。与铸造毛坯相比,自由锻造可以弥补收缩和气孔等缺陷,并使毛坯具有更高的机械性能。因此,在锻造非标法兰时特别重要。自由锻造设备包括气动锤,蒸汽锤和液压机,分别适合于生产小型,中型和大型非标法兰。模锻具有生产率高,操作简单,易于实现机械化和自动化的优点。模锻件尺寸精度高,加工余量小,锻件的纤维结构分布更合理,大大提高了非标法兰的使用寿命。另外,对于非标法兰,还有一个大家需要注意的问题是非标法兰在使用过程中有时会变形。那么非标法兰变形的原因是什么?
1.产品生产中的材料缺陷,许多材料受热后会变形。
2.某些材料在高压下会变形。在使用本产品的过程中,由于各种原因它会变形。
3.非标法兰也会因使用过程中的老化而变形。一些老化是由产品本身的不足引起的,而某些老化是由介质引起的。例如,产品在高温下,产品外部会形成一些水垢。水垢的腐蚀也会使水垢变形。
因此,当用户购买非标法兰时,应先注意其产品材料。不仅需要使材料具有足够的强度,还需要查看它是否可以在温度下保持稳定。
下面为大家介绍一下非标法兰使用的注意事项:
1.为了防止由于法兰盖的加热而引起的眼睛之间的腐蚀,焊接电流不应太大,比碳钢焊条少20%左右,电弧不应太长,层间冷却速度快,焊缝较窄则更好。
2.电极在使用过程中应保持干燥。钙钛型应在150°C下干燥1小时,低氢型应在200-250°C下干燥1小时(请勿重复干燥多次,否则涂层容易破裂)再剥离以防止电极涂层粘在油和其他污垢上,以免增加焊缝的碳含量并影响焊缝质量。
3.焊接非标法兰管件时,反复加热会析出碳化物,从而降低了耐蚀性和机械性能。
4.焊接后,非标法兰管件具有较大的可硬化法兰,容易破裂。如果使用相同类型的铬不锈钢焊条进行焊接,则必须在焊接后进行300°C以上的预热和约700°C的慢冷处理。如果焊件不能进行焊后热处理,则应使用非标法兰管焊条。
5.为了提高耐腐蚀性和可焊接性,非标法兰应适当添加适量的稳定元素Ti,Nb,Mo等。焊接性优于铬非标法兰。当使用相同类型的铬非标法兰焊条时,应将其预热至200℃以上,并在焊接后回火至800℃左右。如果焊件不能进行热处理,则应使用非标法兰管焊条。
6.非标法兰管件在焊法兰电极时具有良好的耐腐蚀性和抗氧化性,广泛用于化工,化肥,石油和医疗机械制造。








Copyright © 2020 温州星丰法兰制造有限公司 All rights reserved.
