


产品展示
夯实基础 不断创新 追求卓越
产品展示
不锈钢平焊法兰XF020
当我们使用不锈钢法兰时,不锈钢平焊法兰是非常常见的。不锈钢平焊法兰不仅节省空间和减轻重量,而且更重要的是,它能够确保接头不会泄漏并具有良好的密封性能。由于密封件直径的减小,紧凑型法兰的尺寸减小了,这将减小密封面的横截面。其次,法兰垫圈已被密封环取代,以确保密封表面与密封表面匹配。
不锈钢平焊法兰不仅节省了空间和重量,而且更重要的是,它确保接头不会泄漏并且具有良好的密封性能。由于密封件直径的减小,紧凑型法兰的尺寸减小了,这将减小密封面的横截面。其次,法兰垫圈已被密封环取代,以确保密封表面与密封表面匹配。以此方式,仅需要少量压力即可紧密地压缩盖。
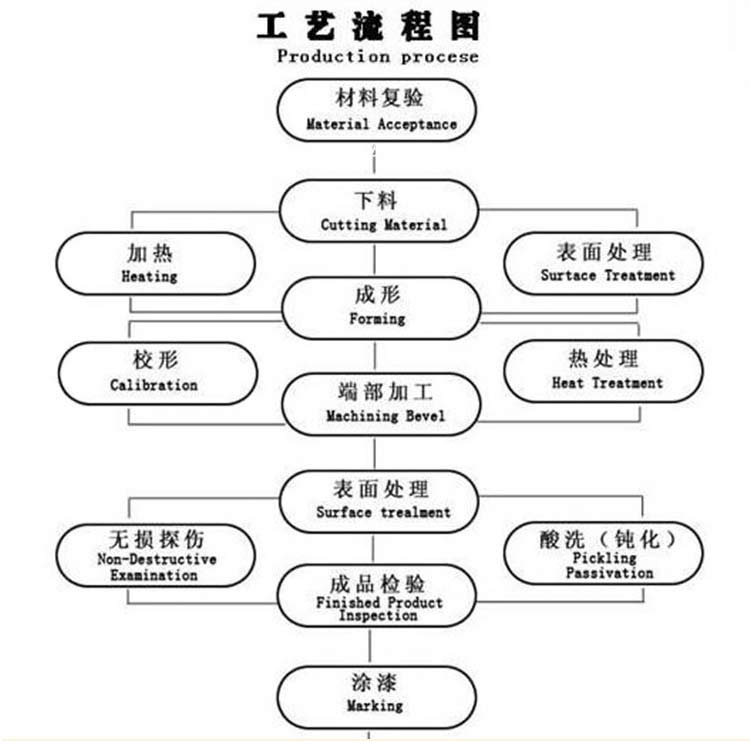
对焊法兰具有与要焊接的管道相同的管道直径和壁厚,并且将两个管道焊接在一起。不锈钢平焊法兰是一个凹进的工作台,其内孔略大于管道的外径,然后将管道插入管道中并进行焊接。焊和对接是指法兰和管道连接时的焊接方法。下面为大家介绍一下不锈钢平焊法兰使用的注意事项。
不锈钢平焊法兰使用的注意事项:
1.为防止不锈钢平焊法兰受热而引起的眼间腐蚀,焊接电流不应太大,比碳钢焊条小20%左右,电弧不应太长,中间层冷却应该很快。
2.电极在使用过程中应保持干燥。钙钛型应在150°C下干燥1小时,低氢型则应在200-250°C下干燥1小时(请勿重复干燥多次,否则涂层容易破裂)剥离以防止电极涂层粘在油和其他污垢上,以免增加焊缝的碳含量并影响焊缝质量。
3.焊接不锈钢平焊法兰管件时,反复加热会析出碳化物,从而降低了耐蚀性和机械性能。
4.铬不锈钢平焊法兰管件焊接后具有较高的淬透性,美国标准法兰容易破裂。如果使用相同类型的铬不锈钢焊条(G202,G207)进行焊接,则需要在300℃以上进行预热,并在焊接后进行约700℃的缓冷处理。如果焊件不能进行焊后热处理,则应使用不锈钢平焊法兰管焊条。
5.对于不锈钢平焊法兰,可以添加适量的稳定元素Ti,Nb,Mo等,以提高耐腐蚀性和可焊性。焊接性优于铬不锈钢法兰。当使用相同类型的铬不锈钢平焊法兰电极时,应将其预热至200℃以上,并在焊接后回火至800℃左右。如果无法对焊件进行热处理,则应使用不锈钢法兰管焊条(A107,A207)。
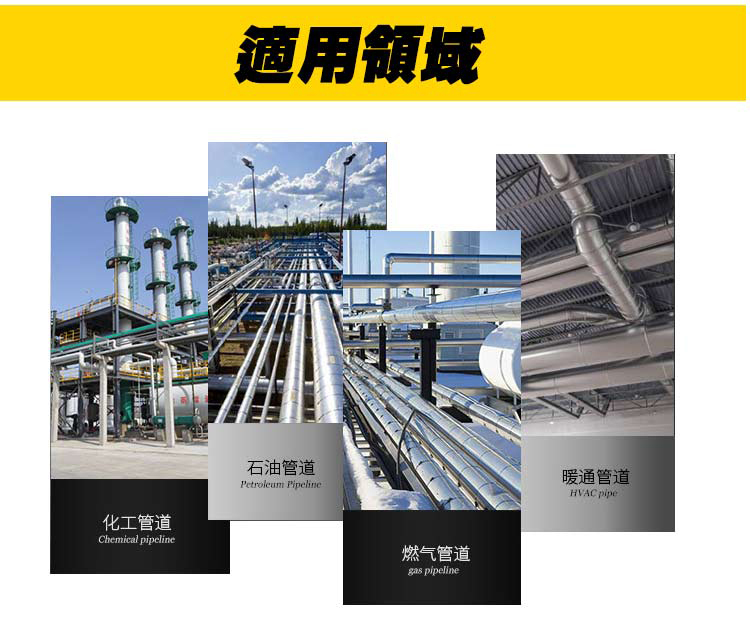
6.不锈钢平焊法兰管件和对焊法兰电极有良好的耐腐蚀性和抗氧化性,广泛用于化工,化肥,石油和医疗机械制造。








Copyright © 2020 温州星丰法兰制造有限公司 All rights reserved.
